- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Internal defect map of lithium battery winding cells
2023-07-26
Internal defect map of lithium battery winding cells
Winding is a key process in the manufacturing process of lithium-ion batteries, which assembles positive and negative electrode plates and separators together. If defective products occur, the entire coil core, including positive and negative electrode plates and separators, is wasted. The yield rate has a significant impact on the manufacturing cost of the battery, and also affects the performance and safety of the battery.
Generally, the common internal defect maps of the coil core are shown in the following figure, and each map includes the positive electrode plate, diaphragm, and negative electrode plate.
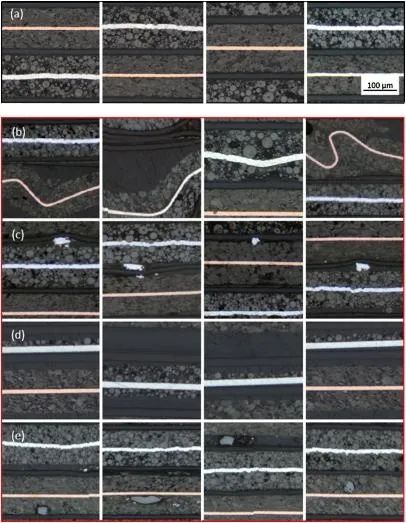
Figure 1 Internal defect map of coil core
Among them, the first row (a) is a normal pattern with no internal defects.
The third photo in the second row (b) shows a bending deformation of the electrode plate, which may be due to the tension not being well controlled in the winding process and the electrode plate being bent. This defect can cause a large number of wrinkles in the battery electrode during repeated expansion and contraction during charging and discharging, limiting capacity utilization, and may lead to problems such as lithium precipitation.
The defect in the third row (c) is the presence of metal foreign objects on the diaphragm, which may have been introduced during electrode preparation or transportation processes, such as electrode rolling, cutting, and other processes. It is also possible that the foil scraps generated by the cutting of the winding process pole pieces. Metal foreign objects can cause micro short circuits inside the battery, cause severe self discharge, and pose safety hazards. The general detection methods mainly include voltage resistance testing of battery core insulation, high-temperature aging monitoring and self discharge k-value judgment of unqualified products.
The main issue with the fourth row (d) is uneven coating, including two different thicknesses of the positive and negative surfaces, and no coating on one side. This defect is mainly caused by the coating process or coating detachment during the electrode preparation process. Generally, CCD detection is set up for pole plate rolling and cutting processes, and defective pole plates are marked to remove defective products during the winding process. However, there is no guarantee of 100% elimination of defective products. If this situation occurs, the battery capacity is lost, and there is a mismatch between the positive and negative electrode capacity, which leads to lithium precipitation and other issues.
The defect in the fifth row (e) is the presence of non-metallic foreign objects such as dust inside. Although this situation is not as harmful as metal foreign objects, it can also affect battery performance. When the size is relatively large, it may also lead to diaphragm cracking and micro short circuits between the positive and negative poles.
The method for obtaining the above graph is as follows: embed the entire coil core into A and B adhesive epoxy resin, and solidify to maintain the internal structural characteristics of the coil core. Cut the cross-section, grind it with sandpaper, polish it to make a sample, and observe it using scanning electron microscopy. Obtained a large number of photos and identified these defect patterns.
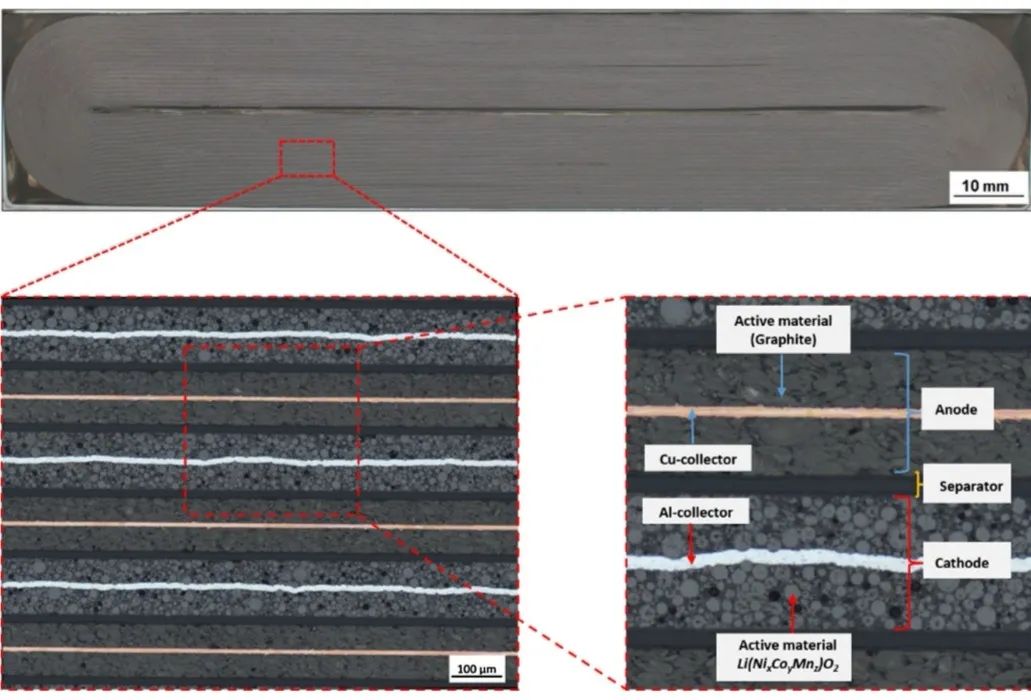
Figure 2 Observation process of core microstructure
In addition, there may be pole breakage at the corners of the wound cell, as shown in Figure 3. The pole piece is too brittle and has a large thickness, which is particularly prone to fracture.

The above is the internal defect map of the coil core.